光纤激光器光束整形技术,能够显著提升金属激光粉末床熔融技术的打印速度和工件打印质量,并大幅降低成本。
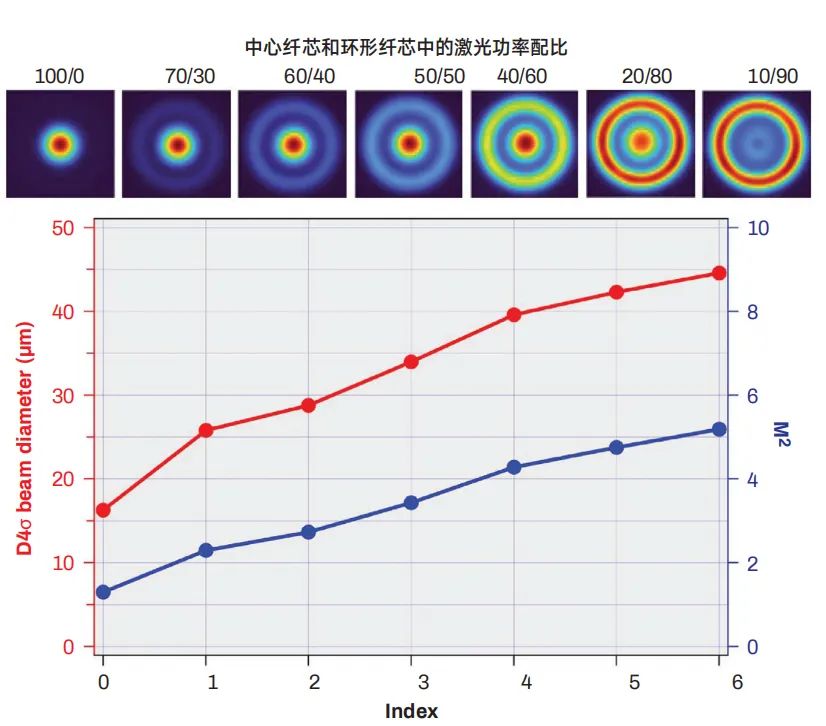
图1:AFX激光采用了全光纤光束整形技术,可以快速切换输出光束的大小和形状。光束轮廓可以在单模、环形以及两者之间的任意一种形状之间进行切换。当与工件相互作用时,环形光束和鞍形光束产生的烟尘和飞溅明显减少。 增材制造涉及多种技术,其所使用的材料与所生产的产品一样,具有多样性。激光,由于其出色的可操控性和高功率,已经成为增材制造的一种有效工具,并且为增材制造的大批量生产提供了可能性。 自1996年问世以来,激光粉末床熔融技术(L-PBF)已经发展成熟,成为了金属增材制造的一种领先工艺。材料的逐层熔化使工件设计获得了前所未有的自由度。最初,L-PBF仅用于原型设计和开发;如今,现成的工业化L-PBF打印机甚至可以打印像铜这样具有挑战性的材料。此外,激光粉末床熔融技术打印的产品几乎能应用到各个商业领域,包括医疗、航空航天、汽车和机械等。 虽然增材制造在工件设计自由度方面有着巨大的吸引力,但是L-PBF的生产成本和时间成本仍然太高。只有将L-PBF的生产成本和时间成本降低一个数量级,才有望使增材制造在传统工艺链上得到广泛应用。 激光源对降低增材制造的成本起着关键作用。通常情况下,激光的输出功率可以在时域上高频调整,但其空间强度分布是固定的。为了提高生产效率,光束轮廓必须进行实时调整,以匹配工件局部所需要打印的结构尺寸。 为了打印非常精细的结构(如格栅或薄壁结构),L-PBF打印机使用的是具有高斯强度分布的单模激光。当打印大块截面时,这种光束形状会限制打印速度,因为: - 由于光束直径较小,打印时光束每次扫描的间距比较小,导致面扫描速度较低。 - 线扫描速度与激光功率密切相关。激光功率通常被限制在几百瓦,因为过高的高斯峰值强度会导致熔池穿孔,产生过量的飞溅和烟尘,使打印过程不稳定。 使光束散焦和放大光束都不能解决这些问题,因为这两种方法并没有改变高斯光束的形状。理想情况下,光束轮廓在其形状和直径上是相适应的,而不会给精密的自由空间光学装置增加复杂性。初步分析表明,环形光束和鞍形光束(即中心有一定强度的环形光束)最适合在熔化的粉末中产生均匀的横向温度场分布(见图1)。因此,理想的L-PBF激光源,应该既能提供单模光束用于打印精细结构,同时还能提供一系列较大的环形光束和鞍形光束,用于打印更大的特征。 全光纤光束整形 能够满足上述所有要求的独特光束整形技术,是nLIGHT公司的Corona系列光纤激光器的基础,该系列中包括一款专为L-PBF应用优化的激光器AFX,其最大输出功率为1.2kW。 AFX的导光光纤有一个单模纤芯(模场直径14μm),单模纤芯被一个环形纤芯(直径40μm)包裹。输出光束可以在单模纤芯和环形纤芯之间任意地分配比例,因此从光纤中既可以输出单模高斯光,也可以输出直径为40μm的环形光,同时也可以输出介于两者之间的任意一种形状的光束(见图2)。 因此,输出光束的直径(光束直径定义为强度分布的二阶矩,D4σ)可以在15~45μm之间调节,从而使光束面积的动态范围扩大约10倍。值得一提的是,所有AFX的输出光斑形状,都可以通过激光通信接口进行切换(就像调节激光功率或重复频率一样简单),切换时间小于25ms。
图2:AFX通过设置“Index”值来切换不同的光束形状输出。上图:激光功率在中心单模纤芯和环形纤芯之间不同功率配比形成的近场形状剖面图。下图:计算得到的光束直径(D4σ)和相应的M2值。 加速寿命测试表明,光束形状切换2000万次的情况下,光束性能仍没有发生变化。光束在到达QBH输出连接器之前从未离开过光纤,这就消除了任何污染或错位。AFX保证了每种形状的光束(每种光束通过设置“Index”值来切换)输出都有优异的光束质量,其M2值在介于1-5之间,从而产生了较大的聚焦深度。例如,在5倍聚焦的情况下(L-PBF应用的典型值),单模光(Index值设为0)的瑞利距离(ZR)为3.4mm,而最大环形光束(Index值设为6)的瑞利距离则增加到8.1mm。由此可见,AFX输出光在束腰两侧较长的距离内(~1/2 ZR),仍能保持其光斑形状。因此,AFX为每一种光束形状都提供了较大的加工窗口。 提高L-PBF的打印速度和稳定性 一些L-PBF工具集成商和研究室,已经证明并量化了AFX在提高L-PBF生产率和打印件质量方面,所具备的优势。具体而言,AFX不仅能显著提高L-PBF的打印速度(提高达7.8倍),而且还能增加工艺窗口,并且保持了优异的打印质量。这种无可比拟的优势组合,源于AFX精确控制工件热沉积的能力。与标准的单模光束相比,AFX优化后的光束轮廓,极大地减少了熔池的不稳定性,减少了对材料质量和产量有负面影响的烟尘和飞溅的产生。这一优势反过来又使激光功率、扫描速度和L-PBF打印速度得到大幅提升。 最近获得的结果如下: - Aconity3D公司证实,AFX可以将钛合金的打印速度提高7.8倍,标准单模光纤激光的打印速率为5.4cm3/hr,而AFX能将打印速度提高到42.1cm3/hr。打印速度的提高包括两方面:第一,熔融区域的体积提高4倍;第二,扫描速度提高了两倍。打印速度提高的同时,也保持了优异的打印质量(密度>99.8%)。[1] - 2021年,德国慕尼黑工业大学(Technical University of Munich,TUM)的Grünewald等人表明,AFX可以同时提高316L不锈钢的L-PBF打印速度(约两倍)和工艺窗口。AFX能够使用更高的激光功率和更快的扫描速度,并具有更大的工艺窗口(即在一定的功率范围内保持良好的打印件质量)。具体来说,试图提高单模高斯光束的功率会导致不良的球化或小孔效应,这就限制了L-PBF的生产效率。相比之下,Index的值设为4-6时,AFX功率增加的同时不会引起球化或小孔效应,因此可以提高打印效率。[2] -德国研究机构Fraunhofer IAPT的Powder Bed Metal研究团队,将一种铝合金(AlSi10Mg)的打印速度提高了3倍,并且在保持优异打印质量(密度>99.9%)的同时,也提供了较宽的工艺窗口(见图3)。随着进一步的优化,打印速度将会进一步提高。[3] - 2022年,Fraunhofer ILT(激光技术研究所)的Laser Powder Bed Fusion研究团队中的Lantzsch等人证明,AFX提高了镍基合金(型号625)的打印速率、工艺窗口和打印质量。
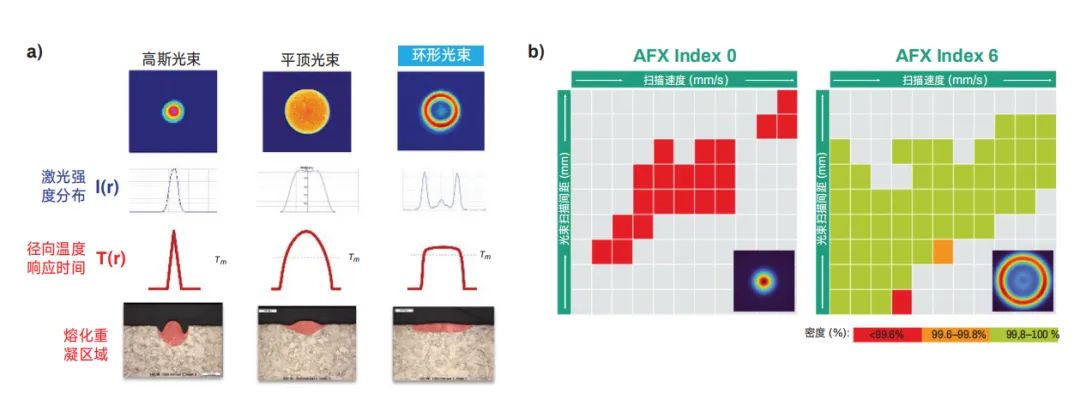
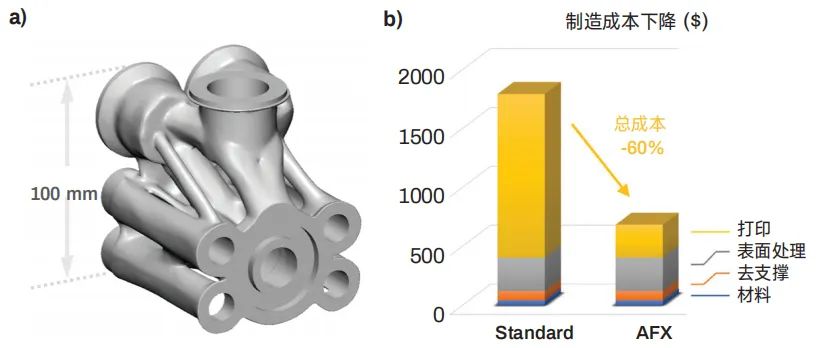
图3:熔池内的温度分布和重新凝固的材料形状,在很大程度上取决于激光强度分布。(a)高斯光束和平顶光束都会导致中心过度加热,从而产生次优的轨道截面。相比之下,环形光束产生了平坦的温度分布,形成宽而平的轨道横截面;(b)AFX环形光束结合了高扫描速度和较大的扫描间距;相比高斯光束,提高了打印速度,增加了工艺窗口,同时保持了优异的打印质量(打印件的密度不会降低)。 AFX通过提高打印速度,使打印零件的总体成本大幅降低,如图4所示,对于一个典型的铝制增材制造工件,其成本能够降低60%。
图4:(a)一种典型的增材制造工件,由铝制成,重量558g;(b)由于其体积较大,适用于AFX激光打印,打印速度平均提高5倍,总体成本降低了60%。 材料特性的局部控制 除了生产力和成本优势外,AFX还通过控制局部微观结构和材料性能,为L-PBF制造开辟了新的维度。AFX独特的激光输出模式,可以控制熔池内的热梯度和凝固动力学过程,因此可以控制材料的微观结构,为打印工件提供了全新的设计可能性。因为AFX光束的形状可以动态改变,微观结构可以在局部进行设计,可以为整个打印件赋予新的功能和优化特性: -Aconity3D公司比较了AFX环形光与单模高斯光(两者有效直径相同)对L-PBF打印镍基合金(型号为Inconel 718)性能的影响。研究发现,AFX环形光可以提高打印件的屈服强度和屈服伸长率。这些关键的材料性能通常是反相关的,需要进行权衡,但AFX解除了两者的反相关。这种能力为优化打印件的功能和性能提供了潜力,特别是可以在同一打印件中实现可变的材料特性。[5] - TUM的研究团队表明,AFX可以控制不锈钢316L的微观结构和材料性能。不同的AFX光束形状,能够优化熔融轨道的几何形状和温度曲线,从而控制晶粒生长的方向和纹理,进而决定材料的性能。领导这项研究的Wudy教授指出,通过对晶粒生长的战略性控制,“打印件的性能可以被微调”。例如,在不需要任何后处理的情况下,可以使打印件的某个局部特别坚硬或柔韧。使用复杂的激光辐照方法,单个打印件中也可以实现性能的改变。[6] 消除L-PBF的限制 AFX光纤激光器提高了L-PBF打印众多金属和合金的生产率,大大提高了L-PBF的经济效益。特别需要指出的是,L-PBF优化的光束形状,可以输出直径为14μm的单模高斯光,也可以输出直径为40μm的环形光,同时也可以输出介于两者之间的任意一种形状的高质量光束。光束形状可直接从光纤端口快速切换,光路中没有降低光束质量、稳定性或可靠性的部件。AFX光纤激光器的输出功率最高可达1.2kW,而且该技术可扩展到更高的功率,也可以实现其他光束形状输出。 虽然本文给出的结果是在AFX单激光器配置下实现的,但其优点也适用于多激光器配置(如双激光器、四激光器、八激光器等)。多激光器配置可以显著提高L-PBF的生产效率。AFX提高了L-PBF的性能,为L-PBF成为主要的金属增材制造技术铺平了道路。此外,AFX具有控制局部微观结构和材料性能的独特能力,可以打印出其他方式无法实现的高质量工件。 参考文献: 1. See https://youtu.be/TsumIEibbk8 (see results at time 49:45). 2. J. Grünewald, F. Gehringer, M. Schmöller, and K. Wudy, Metals, 11, 12, 1989 (2021); https://doi.org/10.3390/met11121989. 3. See https://youtu.be/bvqBRtGxwCY. 4. See https://youtu.be/OVemoWOtu5w. 5. See https://youtu.be/OjUj23tH4fg. 6. See https://youtu.be/wbMEf1i28Ko. 作者:Rob Martinsen,Andreas Rudolf,Dahv Kliner (文章转载自网络,如有侵权,请联系删除)
版权声明: 《激光世界》网站的一切内容及解释权皆归《激光世界》杂志社版权所有,未经书面同意不得转载,违者必究! 《激光世界》杂志社。 |
  激光世界独家专访  
|
||||||||||||||||||